

 Deutsch
Deutsch- Heim
- Über Uns
- Produkte
- Anwendungen
- Service-Unterstützung
- Videos
- Nachricht
- Kontaktiere Uns

 |








| Menge: | |
|---|---|
Eastrise
Die Wahl der Laserschneiddüse
Es gibt viele Arten von Faserlaserdüsen, die in Maschinen verschiedener Marken verwendet werden.Wenn Sie sich bezüglich der Spezifikationen nicht sicher sind, wenden Sie sich bitte an den Kundendienst, bevor Sie eine Bestellung aufgeben, um die Düsenhöhe, den Außendurchmesser, die Einzel-/Doppelschicht und die Art der zu schneidenden Platte mitzuteilen.

T2-Kupferproduktion
Hervorragende Wärmeleitfähigkeit, hohe Härte, Korrosionsbeständigkeit

Dicke Platten ohne Druck schneiden


Einzelne Schicht:
Die Einschichtdüse nutzt Stickstoff und Luft als Hilfsgas zum Schneiden von Edelstahl, Aluminium, Kupfer usw.

Doppelschicht:
Die Doppelschichtdüse nutzt Sauerstoff als Hilfsgas zum Schneiden von Eisenplatten etc.

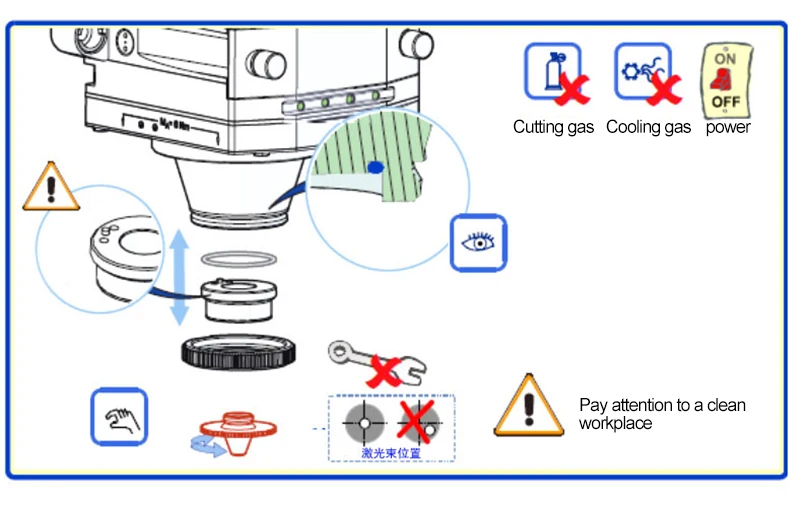
Operationstipps
Stellen Sie die richtige Position der Düse der Laserschneidmaschine ein.Überprüfen Sie bei jedem Blechschnitt, ob sich der Laser in der Mitte der Düse befindet.Wenn sich das fokussierte Licht nicht in der Mitte der Düse befindet, passen Sie die Koaxialität an. Häufig verwendete Schritte zur Koaxialitätsanpassung in der Produktion sind wie folgt: (1) Kleben Sie einen Aufkleber auf die Endfläche der Düse der Laserschneidmaschine. (2) Verwenden Sie 10 -20 Watt Leistung, um manuell Löcher zu stanzen (Laserschüsse) und das Phänomen zu beobachten, und dann den weißen Aufkleber herauszunehmen, wobei darauf zu achten ist, dass seine relative Position nicht verdreht wird.(3) Wenn die Düsenposition zu weit von der Lasermitte entfernt ist, kann der Mittelpunkt nicht gedruckt werden.(4) Versuchen Sie, den Mittelpunkt zu drucken.Wenn der Mittelpunkt groß und klein ist, achten Sie bitte darauf, ob die Bedingungen konsistent sind und ob die Fokussierlinse locker ist.Wenn der Mittelpunkt nicht in der Mitte der Düse der Laserschneidmaschine liegt, kann die Einstellschraube wiederholt eingestellt werden, bis die Prozessanforderungen erfüllt sind.
1. Beim Schneiden dünner Platten (unter 3 mm): Im Allgemeinen liegt die Düsenöffnung im Bereich von 0,8 bis 1,5 mm, und die kleine Düsenöffnung hat eine schnellere Durchflussrate und bildet einen guten Querschnitt.Wird eine größere Düsenöffnung gewählt, ist die Fließgeschwindigkeit geringer und es kommt zur Bildung von Schlacke auf der Rückseite des Blechteils.2. Beim Schneiden mittlerer Dicke (3 mm bis 10 mm) werden im Allgemeinen Düsen mit einer Öffnung von 1,5 mm bis 3,0 mm ausgewählt.Kleinere Düsen haben eine schnellere Durchflussrate, aber ein unzureichender Durchfluss führt zu einer unzureichenden Verbrennung, und größere Düsen haben eine langsame Durchflussrate.Es bildet sich Schlacke.3. Beim Schneiden dicker Platten (größer als 10 mm): Im Allgemeinen wird eine Öffnung von 2,5 mm bis 5,0 mm gewählt.Dicke Platten stellen höhere Anforderungen an den Luftstrom, daher sind größere Öffnungen erforderlich.

T2-Level-Kupfer
Durch die Verwendung von rotem Kupfermaterial der Güteklasse T2 weist es eine hervorragende elektrische Leitfähigkeit, Wärmeleitfähigkeit, Korrosionsbeständigkeit und Verarbeitungsleistung auf.es enthält weniger Verunreinigungen, die die elektrische Leitfähigkeit und Wärmeleitfähigkeit verringern.
Der Unterschied zwischen T2 und T3
In dieser Norm wird das üblicherweise verwendete reine Kupfer entsprechend der Menge der enthaltenen Verunreinigungen in 1, 2 und 3 Modelle unterteilt.T1: Die Gesamtmenge an Verunreinigungen beträgt nicht mehr als 0,05 % T2: Die Verunreinigungen betragen nicht mehr als 0,1 % T3: Das heißt, die Gesamtmenge an Verunreinigungen beträgt nicht mehr als 0,3 %

Hochgeschwindigkeitsschneiden und hohe Temperaturbeständigkeit. Schneiden dicker Platten ohne Druck
Hohe Temperaturbeständigkeit, weniger Anti-Schlacke, hohe Bearbeitungspräzision, schnelle Schnittgeschwindigkeit

Die Wahl der Laserschneiddüse
Es gibt viele Arten von Faserlaserdüsen, die in Maschinen verschiedener Marken verwendet werden.Wenn Sie sich bezüglich der Spezifikationen nicht sicher sind, wenden Sie sich bitte an den Kundendienst, bevor Sie eine Bestellung aufgeben, um die Düsenhöhe, den Außendurchmesser, die Einzel-/Doppelschicht und die Art der zu schneidenden Platte mitzuteilen.
T2-Kupferproduktion
Hervorragende Wärmeleitfähigkeit, hohe Härte, Korrosionsbeständigkeit
Dicke Platten ohne Druck schneiden
Einzelne Schicht:
Die Einschichtdüse nutzt Stickstoff und Luft als Hilfsgas zum Schneiden von Edelstahl, Aluminium, Kupfer usw.
Doppelschicht:
Die Doppelschichtdüse nutzt Sauerstoff als Hilfsgas zum Schneiden von Eisenplatten etc.
Operationstipps
Stellen Sie die richtige Position der Düse der Laserschneidmaschine ein.Überprüfen Sie bei jedem Blechschnitt, ob sich der Laser in der Mitte der Düse befindet.Wenn sich das fokussierte Licht nicht in der Mitte der Düse befindet, passen Sie die Koaxialität an. Häufig verwendete Schritte zur Koaxialitätsanpassung in der Produktion sind wie folgt: (1) Kleben Sie einen Aufkleber auf die Endfläche der Düse der Laserschneidmaschine. (2) Verwenden Sie 10 -20 Watt Leistung, um manuell Löcher zu stanzen (Laserschüsse) und das Phänomen zu beobachten, und dann den weißen Aufkleber herauszunehmen, wobei darauf zu achten ist, dass seine relative Position nicht verdreht wird.(3) Wenn die Düsenposition zu weit von der Lasermitte entfernt ist, kann der Mittelpunkt nicht gedruckt werden.(4) Versuchen Sie, den Mittelpunkt zu drucken.Wenn der Mittelpunkt groß und klein ist, achten Sie bitte darauf, ob die Bedingungen konsistent sind und ob die Fokussierlinse locker ist.Wenn der Mittelpunkt nicht in der Mitte der Düse der Laserschneidmaschine liegt, kann die Einstellschraube wiederholt eingestellt werden, bis die Prozessanforderungen erfüllt sind.
1. Beim Schneiden dünner Platten (unter 3 mm): Im Allgemeinen liegt die Düsenöffnung im Bereich von 0,8 bis 1,5 mm, und die kleine Düsenöffnung hat eine schnellere Durchflussrate und bildet einen guten Querschnitt.Wird eine größere Düsenöffnung gewählt, ist die Fließgeschwindigkeit geringer und es kommt zur Bildung von Schlacke auf der Rückseite des Blechteils.2. Beim Schneiden mittlerer Dicke (3 mm bis 10 mm) werden im Allgemeinen Düsen mit einer Öffnung von 1,5 mm bis 3,0 mm ausgewählt.Kleinere Düsen haben eine schnellere Durchflussrate, aber ein unzureichender Durchfluss führt zu einer unzureichenden Verbrennung, und größere Düsen haben eine langsame Durchflussrate.Es bildet sich Schlacke.3. Beim Schneiden dicker Platten (größer als 10 mm): Im Allgemeinen wird eine Öffnung von 2,5 mm bis 5,0 mm gewählt.Dicke Platten stellen höhere Anforderungen an den Luftstrom, daher sind größere Öffnungen erforderlich.
T2-Level-Kupfer
Durch die Verwendung von rotem Kupfermaterial der Güteklasse T2 weist es eine hervorragende elektrische Leitfähigkeit, Wärmeleitfähigkeit, Korrosionsbeständigkeit und Verarbeitungsleistung auf.es enthält weniger Verunreinigungen, die die elektrische Leitfähigkeit und Wärmeleitfähigkeit verringern.
Der Unterschied zwischen T2 und T3
In dieser Norm wird das üblicherweise verwendete reine Kupfer entsprechend der Menge der enthaltenen Verunreinigungen in 1, 2 und 3 Modelle unterteilt.T1: Die Gesamtmenge an Verunreinigungen beträgt nicht mehr als 0,05 % T2: Die Verunreinigungen betragen nicht mehr als 0,1 % T3: Das heißt, die Gesamtmenge an Verunreinigungen beträgt nicht mehr als 0,3 %
Hochgeschwindigkeitsschneiden und hohe Temperaturbeständigkeit. Schneiden dicker Platten ohne Druck
Hohe Temperaturbeständigkeit, weniger Anti-Schlacke, hohe Bearbeitungspräzision, schnelle Schnittgeschwindigkeit


